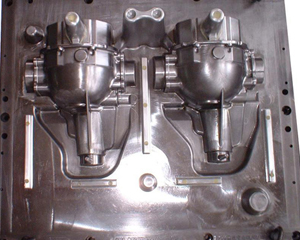


覆膜砂铸造模具在制芯时砂芯断裂变形是怎么回事?
覆膜砂的制备工艺有冷法覆膜、温法覆膜、热法覆膜三种,现在覆膜砂的出产简直都是选用热覆膜法。热法覆膜工艺是先将原砂加热到相应温度,然后分别与树脂、乌洛托品水溶液和硬脂酸钙混合拌和,经冷却破碎和筛分而成。由于配方的差异,混制工艺有所不同。现在国内覆膜砂出产线的品种许多,手工加料的半自动出产线约有2000~2300条,电脑操控的全自动出产线也已经有将近50条,提高了出产功率和产品稳定性。
制芯时砂芯的开裂变形通常会认为覆膜砂铸造模具强度低构成的。实际上砂芯开裂和变形会涉及到许多出产过程。呈现不正常状况,需要求查到真实的原因才华全部处理。具体原因如下:
一、制芯时模具的温度和留模时刻,关系到砂芯结壳硬化厚度是否达到工艺要求。工艺上所规矩的工艺参数都要求有一个规划,这个规划需靠操作人员的技能来进行调整。在模具温度上限时留模时刻可以取下限,模具温度不才限时留模时刻取上限。对操作人员要求不断地练习提高操作技能。
二、制芯时在模具上会粘有酚醛树脂和砂粒,有需要进行及时整理并喷上脱模剂,否则会越积越多开模时会把砂芯拉断或变形。
三、热芯盒模具静模上的弹簧顶杆,由于长时间在高温状态下工作会产生弹性失效而构成砂芯开裂或变形。有需要及时替换弹簧。
四、动模和静模不平行或不在同一中心线上,合模时在油缸或气缸的压力效果下,定位销前端有一段斜度,覆膜砂铸造模具仍是会合紧,但在开模时动模和静模仍会恢复到原始状态使砂芯开裂或变形。在这种状况下射砂时会跑砂,砂芯的尺寸会变大。处理对策是及时调整模具的平行度和同轴度。
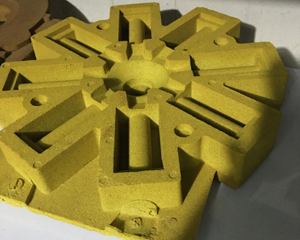
五、在壳芯机上出产空心砂芯时,从砂芯中倒出没有硬化的覆膜砂要求从头运用时,有需要进行过筛并未用过的覆膜砂按3:7份额混合后运用,这样才华壳芯砂芯的表面质量和砂芯强度。
覆膜砂铸造模具主要选用优良选择自然石英砂为原砂,热塑性酚醛树脂,乌洛托品及增强剂为质料。依据用户的不同技术需求,在固化速度、脱膜性、流动性、溃散性、铸件表面光洁度、贮存等方面恰当调整配比。是轿车、拖拉机、液压件等好造型资料之一。制芯的方法品种许多,总的能够划分为热固性方法和冷固性方法两大类,覆膜砂制芯归于热固性方法类。任意一种制芯方法都有其本身的利益和缺点,这主要取决于产品的质量要求、杂乱程度、出产批量、出产成本、产品价格等综合因从来决议选用何种制芯方法。对铸件内腔表面质量要求高,标准精度要求高、形状杂乱的砂芯选用覆膜砂铸造模具制芯是很。例如:轿车发动机气缸盖的进排气道砂芯、水道砂芯、油道砂芯,气缸体的水道砂芯、油道砂芯,进气岐管、排气岐管的壳芯砂芯,液压阀的流道砂芯,轿车涡轮增压器气道砂芯等等。
接下来,再讲一下覆膜砂铸造模具中砂箱的浇注方式:
一、砂箱材料可以采用铸铁、铸钢(或焊接件)、也可以铸造铝合金和木制的。一般简单的铁制砂箱采用地坑造型就可以了,特别用途的砂箱需要根据要求选用不同的制造工艺和手段,如焊接、机械加工都可以。
二、一般还是先下后上,比方说模具分为上向两个半型,上半模型需要下半模型定位,铸件错箱较小,只有这样,中间撒上分型砂,也才能做上砂箱与浇注系统,做出的铸件才能合格!
三、浇注之后,铸件在砂箱中凝固和冷却,然后落砂。铸件落砂相当简单,倾翻砂箱铸件就从松散的干砂中掉出。随后将铸件进行自动分离、清理、检查并放到铸件箱中运走。干砂冷却后可重新使用,很少使用其他附加工序,金属废料可在生产中重熔使用。
四、普遍实用的方法是把涂有耐火材料涂层的模型放入砂箱,模型四周用干砂充填紧实,浇注液态金属,取代泡沫塑料模型,这种铸造工艺被称为:消失模铸造(EPC)、气化模铸造及实型铸造等。