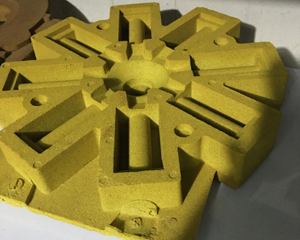
 覆膜砂模具砂壳
覆膜砂模具砂壳覆膜砂具有优异高温性能,,低发气,覆膜砂制造的铸铁、钢件可粘砂...
 双工位垂直射芯机
双工位垂直射芯机双工位直杠射芯机,是一种四柱开闭式结构,全自动、手动操纵的热芯...
 80型全自动双工位射芯机
80型全自动双工位射芯机80型全自动双工位射芯机与普通射芯机比较有一下几点优势:生产:双工...
 铸造模具
铸造模具模具制作:我们根据样品或图纸做出产品的三维造型,并用此三维图制...
覆膜砂模具发展方向与制砂芯流程
覆膜砂模具以销售到使用者手中进行服务为目标,覆膜砂模具要流入下游的使用者手中,须要适销对路,随着工业化的推进以产业的发展状况来推测,随着与覆膜砂模具产业相关的产业的发展动态,覆膜砂模具产业要适时的调整自己的生产规模和产品结构,与时俱进,好好地把握未来的发展趋势,以适应新时期的市场需求。在覆膜砂模具的成型过程中,还有一种工艺是拉拔成型的,这时候铸造模具加工过程对原料的二端试压,进而可以获得所需要成型的铸造模具毛坯的尺寸,这里的铸造模具拉拔工艺也有很多分类的,比如拔管,拉丝。但是铸造模具的拉拔工艺有很明显的特点就是其精度是可以做到很好,但是铸造模具表面的粗糙度也是很严重的,一般还要进行二次加工精修。
表面干型覆膜砂模具铸造是在湿型铸造基础上发展起来的一种工艺,它是将砂型经过自然风干,刷涂料和表面烘干至十几毫米深层而成。表面干型与湿型相比,表面层,湿度小。因此,浇注质量较大的铸件不易产生气孔、粘砂和冲砂等。与干型相比,可节省烘炉工序,节约燃料和电力,缩短生产周期,改进劳动条件。表面干型铸造模具型砂的主要特点是采用粗砂、活化膨润土和加入木屑,并使用涂料。表干型主要用于浇注中型铸造模具铸件,其中较大的达十几吨重。
覆膜砂模具的发展将偏向于哪些方向?
一、新能源产业服务的覆膜砂模具,这类模具主要有兆瓦级风力发电机新型浆叶模具和主轴模具及电机模具等;
二、为新兴战略性产业服务的智能化覆膜砂模具;
三、“装备制造产业”服务的智能化覆膜砂模具;
四、新能源汽车产业服务的覆膜砂模具;
五、新一代信息技术产业服务的具有传感等功能的、超覆膜砂模具;
六、生物产业服务的覆膜砂模具;
覆膜砂模具的表面处理技术,是通过表面涂覆、表面改性或复合处理技术,改变模具表面的形态、化学成分、组织结构和应力状态,以获得所需表面性能的系统工程。从表面处理的方式上,又可分为:化学方法、物理方法物理化学方法和机械方法。虽然旨在提升模具表面性能新的处理技术不断涌现,但在模具制造中应用较多的主要的渗氮、渗碳和硬化膜沉积。
渗氮工艺有气体渗氮、离子渗氮、液体渗氮等方式。各种渗氮方式中,都有若干种渗氮技术,可以适应不同钢种不同工件的要求。
由于渗氮技术可形成优良性能的表面,并且渗氮工艺与模具钢的淬火工艺有良好的协调,同时渗氮温度低渗氮后不需激烈冷却,模具的变形,因此模具的表面是采用渗氮技术较早,也是应用普遍的。
硬化膜沉积技术目前较成熟的是CVD、PVD。为了增加膜层工件表面的结合强度,现在发展了多种增强型CVD、PVI技术。硬化膜沉积技术早在工具(刀具、刃具、量具等)上应用,效果很好,多种刀具已将涂覆硬化膜作为标准工艺。
覆膜砂模具的制砂芯流程及特点:
一、覆膜砂可作为商品供应,用户具有较大的选择余地。
二、溃散性好,有利于铸件清理、提升产品性能,因为中空壳型芯,透气性好、气孔缺陷少。
三、具有适宜的强度性能,可制造出的壳型,中强度的热芯盒实体芯,低强度的有色合金用砂芯等。
四、砂芯表面质量好,致密无疏松、即使少施或不施涂涂料,也能获得好的铸件表面质。
五、砂芯不易吸潮,长时间存放强度不易下降,有利于储存、运输及使用。
六、流动性优良,砂芯成型好、轮廓清晰,能够制造很复杂的砂芯,如缸盖、机体等水套砂芯。
模具自上个世纪80年代开始采用涂覆硬化膜技术。目前的技术条件下,硬化膜沉积技术(主要是设备)的成本较高,仍然只在一些、长寿命模具上应用,如果采用建立热处理中心的方式,则涂覆硬化膜的成本会降低,较多的模具如果采用这一技术,可以整体提升我国的模具制造水平。在选择材料的过程中,同样要注意选择力学性能好的合金工具钢。另外还需要注意检测材料的其他物理性能,以其硬度、抗磨性、不易腐蚀性等均达到具体要求。不仅如此,我们还需要考虑到这些材料在铸造成覆膜砂模具的过程中,其的加工性能。考虑到在实际应用中,受到温度因素的影响,因而可能会发生相应程度的膨胀,所以,在确定覆膜砂模具使用要求的同时,还需要进行合理的排气设计。总之,只覆膜砂模具设计的合理性,才可以生产的模具产品。