 80型全自动双工位射芯机
80型全自动双工位射芯机80型全自动双工位射芯机与普通射芯机比较有一下几点优势:生产:双工...
 覆膜砂铸造模具
覆膜砂铸造模具覆膜砂铸造模具毛坯制造技术主要有干砂实型铸造、负压实型铸造、树...
 缸体缸盖模具
缸体缸盖模具缸体缸盖模具是汽车发动机的基础部件,也是发动机其余零部件的安装...
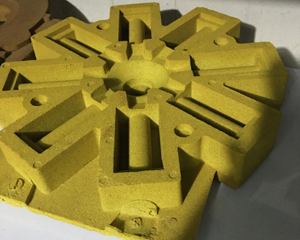 覆膜砂模具砂壳
覆膜砂模具砂壳覆膜砂具有优异高温性能,,低发气,覆膜砂制造的铸铁、钢件可粘砂...
射芯机生产过程中会出现哪些问题?
射芯机近年来应用比较广泛,由于使用射芯机造型可以省去高额的造型工工资。因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。射芯机生产速率高,砂型尺寸准确,可适当减少加工量;操作简便,铸件。较多铸造厂较青睐于使用射芯机造型。
射芯机在生产过程中,若发现射芯机震击无力、或压实无力、或翻传无力、或夹紧无力、应通知维修人员检查修理。在生产过程中,经常清理射芯机上及其周围的积砂,防止砂子进入气缸。
1、在进行自动运转前需要经手动空转。
2、开动前要检查运动部件中有无导物、有无非设备操作人员靠近。不要将工具等杂物放在设备上。
3、设备在运转中,不允许触摸运动部分及电器元件。
4、因外部供电中断运转中的设备突然停止工作时,要切断设备电源开关以免再来电造成危险。
5、在设备维修、检查、调整、清理等工作中。应切断总电源和压缩空气总阀门。
6、在维修、检查、调整电磁阀后有可能未恢复到原来状态,通电、通气后要注意观察,以免发生意外动作造成危险。
7、设备各部分在工作中如出现异常声音、嗅味等不正常现象时应立即停止运行。检查调整后需要行手动空转试车。
8、设备工作后停机需要停在原始位置,然后切断电源、气源。
9、对本设备操作没有进行过培训的人员不得操作本设备。
射芯机在生产过程中不用一味的去追求设备的生产能力,较重要的是在设备具有实用的基础条件下具备相应或较高生产能力,所以在设计制作过程中我们较应该主要注重该设备的实用性和性,然后再追求高速率。
射芯机开动后操作人员不得擅离工作岗位,应集中思想,按工艺程序,认真进行操作,但不许同时操作两个伐门。射芯机开动后操作人员经常注意射芯机的运转情况,有润滑不良、或紧固件松动等异常现象,应立即停机处理,需要时通知维修人员修理。
射芯机根据制作工艺的不同,在使用上,分为不同的类别。根据型芯的形状、尺寸和芯砂使用的粘结剂不同,具体分为以下几类。
1、冷芯盒射芯机是以树脂为粘结剂的中小型造芯机,在冷态芯盒内吹气硬化型芯。
2、普通射芯机采用振动砂斗加砂,用于制造在芯盒外硬化的型芯。
3、热芯盒射芯机是以热固性树脂为粘结剂的中小型造芯机,在芯盒内加热硬化型芯。
4、壳芯机用以制造薄壳型芯,芯砂的砂粒表面上预先覆盖一种酚醛树脂薄膜,在加热的芯盒内硬化。
铸造模具生产实际中尽管有许多减少误差的方法和措施。但从或减少误差的技术上看。可将它们分成两大类。即:
1、误差预防技术。指减小原始误差或减少原始误差的影响。亦即减少误差源或改变误差源与加工误差之间的数量转换关系。但实践与分析表明。铸造模具精度要求高于某一程度后。利用误差预防技术来提高加工精度所花费的成本将呈指数规律的增长。
2、误差补偿技术。指在现存的原始误差条件下。通过分析、测量。进而建立数学模型。并以这些原始误差为依据。人为地在工艺系统中引入一个附加的误差源。使之与工艺系统原有的误差相抵消。以减少或零件的加工误差。从提高加工精度考虑。铸造模具在现有工艺系统条件下。误差补偿技术是一种行之的方法。特别是借助计算机辅助技术。可达到很好的实际效果。
铸造模具研磨运动的基本要求:
1、研磨运动应工件均匀地接触研具的全部表面。这样可使研具表面均匀受载、均匀磨损,因而能长期地保持研具本身的表面精度。
2、铸造模具研磨运动应工件受到均匀研磨,即被研工件表面上每一点的研磨量均应相同。这对于工件的几何形状精度和尺寸均匀性来说是至关重要的。
3、研磨运动应使运动轨迹不断并有规律地改变方向,避免过早地出现重复。这样可使工件表面上的无数切削条痕能有规律地相互交错抵消,铸造模具即越研越平滑,从而达到提高工件表面质量的目的。
4、研磨运动应根据不同的研磨工艺要求,具体选取佳运动速度。例如,当研磨细长的大尺寸工件时,需要选取低速研磨:而研磨小尺寸或低精度工件时,则要选取中速或高速进行研磨,以提高生产速率。
5、整个研磨运动自始至终应力求平稳,铸造模具特别是研磨面积小而细长的工件,较要注意使运动方向的改变缓慢,避免拐小弯,运动方向要尽量偏于工件的长边方向并放慢运动速度。否则会因运动的不平稳造成被研表面的不平,或掉边、掉角等质量弊病。
6、在研磨运动中,研具与工件之间应处于弹性浮动状态,而不应是强制的限位状态。这样可以使工件与研具表面能够较好地接触,铸造模具把铸造模具表面的几何形状准确地传递给工件,从而不受研磨机床精度的过多影响。