 翻转射芯机
翻转射芯机翻转射芯机的操作步骤:翻转射芯机开动以后,操作人员不得擅离工作...
 覆膜砂模具砂壳
覆膜砂模具砂壳覆膜砂具有优异高温性能,,低发气,覆膜砂制造的铸铁、钢件可粘砂...
 双工位双射砂头射芯机
双工位双射砂头射芯机双工位双射头射芯机拥有两个可以独立工作的工位,提高了生产效率,...
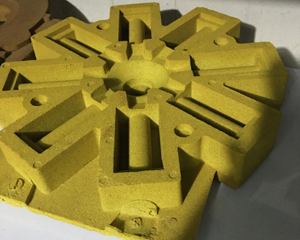
 缸体缸盖模具
缸体缸盖模具缸体缸盖模具是汽车发动机的基础部件,也是发动机其余零部件的安装...
热心盒射芯机加热管的选择与应用广泛
热心盒射芯机加热管的选择
(1)确定加热管的功率
热心盒射芯机的加热管功率的选择按照公式进行计算,具体在下面的计算中提到。
(2)确定加热管的电压
热心盒射芯机的加热管的电压首先由使用模具现场的实际电压情况来决定。在确定使用环境的实际电压后,需要根据电热管的布置安装情况来确定电压大小,同时也与电热管的接线有关。
(3)确定电热管的形式
电热管分为单头出线和双头出线,在同样的使用环境下应该尽量选择双头出线,双头出线电热管具高,使用,寿命长等优点[1]。
(4)确定加热管的布置方式
根据加热管在模具中加热效果的评估,确定了加热管应该按热量均匀分配还是按热量分段分配的原则布置。实际模具多数是按照热量均匀分配原则设计,若模具的某一部位需要加大热量,并只能布置一组加热管,这时可采用加热管热量分段布置的形式制作加热管。
(5)确定加热管的直径
电热管直径的选择取决于模具中加热管布置空间的大小、数量及计算所得的功率。应尽量选用加热管供货商所提供的直径规格来设计,以便可以采购到所需的加热管。
(6)确定加热管的长度
根据电热管的出线方式,长度的选择标准有所不同。选择时,长度不宜选的太短,以免模具不能加热;也不能选的过长,这样在加热过程中,由于加热管加热部分长期暴露于空气中会使加热管寿命受到严重影响。一般认为,加热管的不加热部分留在模具本体内5mm左右适宜。
射芯机近年来应用比较广泛,主要是因为使用射芯机造型不但可以省去高额的造型工工资,因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。射芯机生产,砂型尺寸,可适当减少加工量。操作简便,铸件。铸造厂青睐于使用射芯机造型。
就目前来说,射芯机可以分为垂直分型无箱射压造型机和水平分型脱箱射压造型机。前者在造型的时候不用砂箱,型砂直接射入带有模板的造型室,所造砂型尺寸,砂箱两面都有型腔,,但下芯困难,对型砂质量要求严格。
而后者需要利用砂箱进行造型,砂型造好后合型脱箱,下芯方便,。由于两种射芯机的特性是不同,所以用户要根据实际要求选用适合的产品。
射芯机是采用覆膜砂制芯,适用于热芯盒和冷芯盒两种,它的主要特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具,中间固定架可以双面安装定模,左右开合模。
射芯机广泛应用于铸造行业中,因此用射芯机制造的型芯尺寸,表面光洁。工作的时候,只需要将以液态或固态热固性树脂为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到厚度,将之取出就能够形成表面光滑、尺寸的砂芯成品。